


摘要:模鍛件熱傳導和輻射會造成鋼絲纏繞模鍛壓機機架和動梁溫度升高,使鋼絲層蠕變加劇、預應力損失,液壓介質性能下降,溫度場分析至關重要。運用ABAQUS 對400 MN 模鍛壓力機進行穩(wěn)態(tài)和瞬態(tài)溫度場有限元分析,研究頂出缸、動梁鋼絲層、機架鋼絲層等部位溫度場分布特征。結果表明,模具工作溫度300 ℃時,48 h 鋼絲層溫度不大于75 ℃,滿足設計要求,8.4 h 頂出缸油溫大于70 ℃,超出設計允許值。鑒于改善散熱條件無法有效降低油溫,提出缸底、端部加隔熱墊片(A)和模具、上模座間加隔熱墊片(B)兩種結構改進方案,經(jīng)模擬驗證,方案B 效果佳,48 h 頂出缸油溫低于70 ℃,滿足設計要求。有限元分析結果與溫度場測量結果基本吻合驗證了模型的合理性,溫度場分析為壓力機結構設計及鍛造工藝制定提供有益參考。
0 前言
重型模鍛壓力機是航空、航天、船舶等行業(yè)生產(chǎn)大型模鍛件如整體承力框、渦輪盤等的基礎裝備,國家高技術研究發(fā)展計劃(863 計劃,2012AA040202)和國家科技支撐計劃(2007BAF05B02)資助項目。20140128 收到初稿,20140726 收到修改稿它是國家制造業(yè)綜合實力的標志。400 MN 模鍛壓力機機架、主缸、動梁等核心部件采用了剖分坎合、鋼絲纏繞預緊技術,較整鑄結構有承載能力強、疲勞壽命高、成本低等優(yōu)點[1-3]。在坎合結構中,可靠的鋼絲預緊力對保持機架完整性,提高其抗疲勞性和可靠性有重要意義。通常,鋼絲內(nèi)部的原子擴散和位錯攀移,會使其預應力隨時間而降低,產(chǎn)生應力松弛現(xiàn)象,應力松弛對溫度格外敏感,重型裝備預應力鋼絲工作溫度一般低于80 ℃[4]。常溫下,鋼絲應力即使低于屈服極限,也會隨時間產(chǎn)生持續(xù)變形,即發(fā)生常溫蠕變現(xiàn)象。林峰等[5]研究表明,當鋼絲工作溫度低于75 ℃時,其蠕變量很小,當溫度高于75 ℃時,蠕變量急劇增大,75 ℃是預緊鋼絲最佳工作溫度上限。
可靠的液壓系統(tǒng)對確保模鍛壓力機安全運轉至關重要,液壓油作為液壓系統(tǒng)的能量傳輸介質,其溫度、黏度指標要求嚴格。溫度過高,會帶來諸多危害,如造成液壓油黏度下降、泄漏嚴重、系統(tǒng)效率降低,油液氧化嚴重、壽命縮短,元件潤滑不良、磨損增加,密封件易老化等[6]。按系統(tǒng)設計要求,液壓油工作溫度應低于70 ℃。
如圖1 所示,400 MN 壓力機機架1 和動梁體2分別由20 個和4 個子塊坎合并經(jīng)鋼絲纏繞而成,二者通過側面45°導軌副聯(lián)接,頂出缸安裝于動梁下墊板4 內(nèi)部(圖1 中放大部分),其作用是將鍛件從上模中頂出,下墊板通過上模座5 與上模6 相連接。模鍛過程中,一方面,由于上模、上模座、下墊板間的熱傳導作用,頂出缸和動梁鋼絲層溫升明顯,另一方面,靠近模具的立柱內(nèi)側由于熱輻射作用,溫度也會顯著上升。因而,對機架部分區(qū)段鋼絲層、動梁鋼絲層以及頂出缸等部位進行溫度場計算,對裝備安全可靠運行具有重要意義。
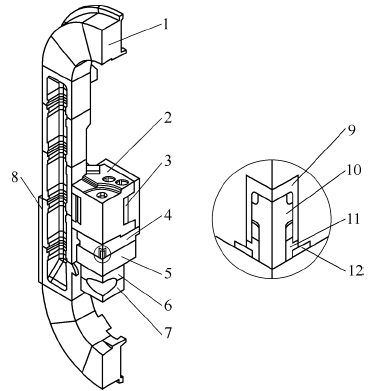
圖1 400 MN 模鍛壓機機架及動梁結構示意圖
1. 機架2. 動梁體3. 鋼絲層I 4. 下墊板5. 上模座6. 上模7. 下模8. 鋼絲層II 9. 缸體10. 活塞桿11. 導向套12. C 形環(huán)
解析法只能求解簡單溫度場問題,工程中常采用數(shù)值模擬輔以試驗驗證進行溫度場研究,有限元法是應用最廣泛的數(shù)值模擬工具。吳生富[7]基于Marc 平臺對150 MN 鍛造液壓機進行溫度場及變形分析,研究了鍛件溫度對機架間隙及面壓的影響;李潤方等 采用2D、3D 結合的方法并考慮熱軋時溫度效應求解了軋機應力-應變場,重型模鍛液壓機多部件系統(tǒng)整體熱分析不多見。
本文運用有限元軟件ABAQUS 對400 MN壓機進行穩(wěn)態(tài)和瞬態(tài)溫度場分析,研究關鍵部位溫度場分布特征。模擬表明頂出缸油溫溫升過高,提高局部和整體散熱系數(shù),抑制其溫升效果不明顯;提出兩種隔熱設計方案,并進行模擬驗證,證明上模座和模具間加設隔熱墊方案最優(yōu),為隔熱設計方案在工程中應用提供了依據(jù)。模擬結果與溫度場實測結果基本吻合驗證了有限元模型。
1 、計算模型建立
1.1 幾何模型
400 MN 模鍛壓力機外形尺寸21.6 m×8.8 m×5 m,由近百個部件、數(shù)千零件組裝而成,模型需要合理簡化,對機架、動梁、下墊板、頂出缸、上模座、模具等相關部件進行建模,并做簡化和清理,為研究頂出缸內(nèi)液壓油溫度場分布,對缸內(nèi)上、下腔油液進行近似等效建模。根據(jù)幾何模型及邊界條件對稱性,采用1/4 模型 ,以Parasolid 格式導入ABAQUS,壓機幾何模型見圖2a。

圖2 400 MN 模鍛液壓機模型
1.2 有限元模型
裝配模型中多數(shù)零件不規(guī)則,采用適應性強DC3D4 四節(jié)點線性傳熱單元,規(guī)則零件和重點關注部位,如動梁及機架鋼絲纏繞層,頂出缸等采用精度較高的DC3D8 八節(jié)點線性傳熱單元。機架單元特征尺寸取200 mm,動梁、鋼絲層、頂出缸依次取100 mm、50 mm、10 mm,離散后得到圖2b 液壓機有限元模型,模型節(jié)點數(shù)為169 172,單元數(shù)為364 081。
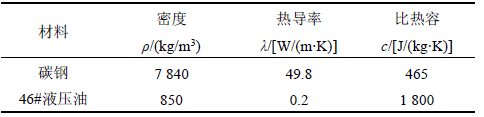
機架、動梁、上模座材料大體為ZG35CrMo、GS20Mn5N,鋼絲材料65Mn,其密度、比熱容、熱導率等熱物性參數(shù)相近,按碳鋼質量分數(shù)wc≈0.5%選取 ,鋼及液壓油熱物性參數(shù)見表1。
表1 材料熱物性參數(shù)
1.3 壓力機傳熱模型
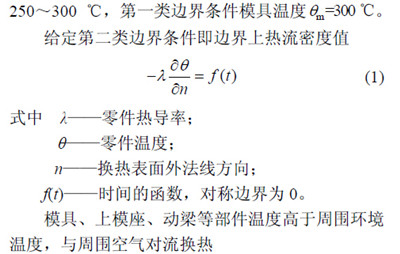
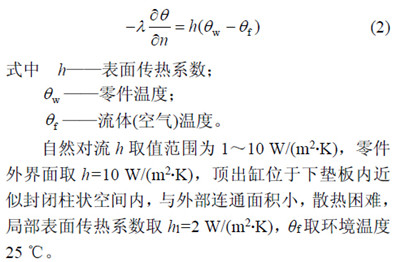
重型壓力機模鍛過程中,大型鍛件可看作系統(tǒng)中的熱源,壓力機溫度場取決于鍛件-模具-壓力機-環(huán)境所構成系統(tǒng)內(nèi)的熱交換過程。壓機溫度場分析重點要考慮鍛件及模具對機架立柱段的輻射作用,以及模具對上模座、下墊板、動梁的熱傳導作用。
鍛件及模具材料、尺寸、形狀、鍛造溫度、鍛造工藝具有多樣性,鍛造生產(chǎn)過程連續(xù)進行,模具連續(xù)多次吸、放熱,其溫度始終在變化,這些因素給模擬初始條件確定帶來困難。以TC4 大型框架熱模鍛工藝為例 ,給定坯料始鍛溫度920 ℃,模具預熱(工作)溫度300 ℃;連續(xù)工作時模具外表面離熱源較遠,處于溫度下降區(qū),且上模吸熱量小,實際表面溫度會略低于300 ℃[13]。結合近期西安400MN 模鍛壓機服役過程中實測模具表面溫度為
2、 計算結果及討論
2.1 壓力機溫度場穩(wěn)態(tài)分析結果
圖3 是模具表面溫度300 ℃條件下,壓力機溫度場分布等值線圖(3 維傳熱為等溫面),圖3 表明,模具表面溫度為300 ℃,以其為中心向上依次降低,上模座溫度為93.9~297.4 ℃,下墊板溫度為58.1~190.9 ℃,動梁溫度為29.8~123.3 ℃,動梁鋼絲層最高溫度為86.2 ℃,超過設計許可值75 ℃,機架立柱最高溫度為102.2 ℃,鋼絲層最高溫度為39.6 ℃,滿足設計要求。重點關注頂出缸溫度場分布,提取局部等溫線圖(圖3b),最高溫度187.6 ℃位于下端C 形環(huán)處,向上逐漸降低降至135.3 ℃,下腔和上腔油溫遠超出許可值70 ℃。
3、 模具300 ℃時壓機及頂出缸溫度場分布
鍛件材料、模鍛工藝等因素影響模具溫度,改變模具溫度初始邊界條件,研究其對壓機溫度場影響,結果見圖4。圖4 表明,立柱、動梁鋼絲以及液壓油最高溫度隨模具工作溫度升高而升高,液壓油及動梁鋼絲溫度與模具溫度保持線性關系,立柱鋼絲溫度與模具溫度關系為非線性。分析其原因,一方面,模具、上模座、下墊板至動梁這一傳熱途徑以熱傳導為主,計算中材料熱導率、比熱容、界面換熱系數(shù)都按常量近似處理,消除了傳熱計算中的材料非線性和邊界非線性因素的影響,故輸入、輸出量間呈近似線性關系;另一方面,模具與機架間傳熱是以熱輻射方式進行,導致立柱鋼絲與模具溫度間呈非線性關系。
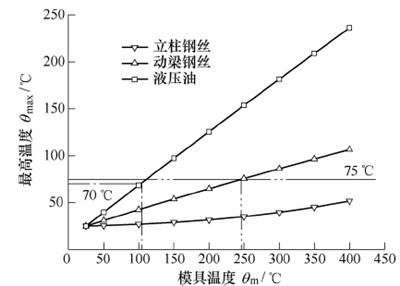
圖4 不同模具溫度下,鋼絲層、液壓油最高溫度
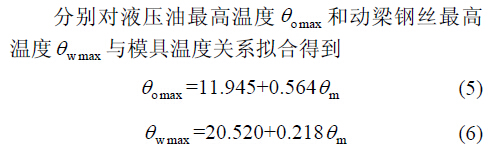
圖4 表明,模具溫度低于400 ℃,立柱鋼絲溫度低于75 ℃,始終滿足設計要求,模具溫度低于248 ℃時,動梁鋼絲溫度滿足要求,只有當模具溫度低于105 ℃時,頂出缸油溫才低于70 ℃,正常模具工作溫度300 ℃時,其溫度達到181 ℃,遠超出許可值。需要說明的是,這里忽略了缸內(nèi)油液與液壓系統(tǒng)間的換熱,由于液壓系統(tǒng)正常工作溫度低于70 ℃,頂出缸動作時部分熱量會被油液帶走,使缸內(nèi)溫度下降,但液壓缸動作時間短,大多處于收回鎖止狀態(tài),通過管道、閥及油液與液壓系統(tǒng)間的換熱量很小,按忽略簡化處理。
穩(wěn)態(tài)分析是溫度不隨時間變化的最終平衡態(tài),是一種極限狀態(tài),或需相當長時間才能達到,進一步對壓力機傳熱進行瞬態(tài)分析。
2.2 壓力機溫度場瞬態(tài)分析結果
根據(jù)穩(wěn)態(tài)分析的結果,分別對模具溫度100 ℃、200 ℃、300 ℃、400 ℃等工況進行了瞬態(tài)分析。圖5 是各工況下,動梁鋼絲層和頂出缸液壓油最高溫度時間歷程。曲線表明,模具溫度高,鋼絲和油液溫度時間曲線斜率數(shù)值大,溫度上升速度快,同一時刻溫度值高。單條溫升曲線來講,最初曲線斜率很小,溫升慢,中間段斜率較大且近似常數(shù),后段斜率再次減小,隨時間曲線趨于其穩(wěn)態(tài)值。該現(xiàn)象可由動梁鋼絲和液壓油在傳熱過程中,其高、低溫端溫差由小到大再到小的變化特點來解釋。
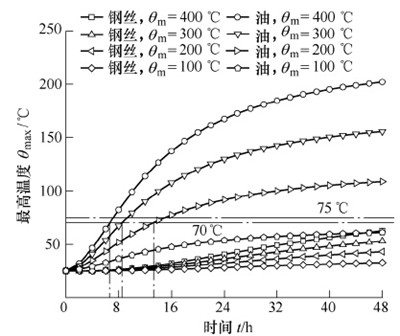
圖5 不同模具溫度下,動梁鋼絲、液壓油溫度時間歷程
圖5 表明,動梁鋼絲距熱源遠,溫升慢,頂出缸離熱源近,溫升快,模具400 ℃工況下,48 h 后鋼絲溫度為61.7 ℃,滿足設計要求。而油溫為6.6 h 達到70 ℃,模具300 ℃工況下,油溫為8.4 h 達到70 ℃。補充數(shù)據(jù)點,得到滿足油溫70 ℃,模具工作時間與模具溫度的關系曲線(圖6),當模具溫度為104 ℃,油液穩(wěn)態(tài)溫度為70 ℃,其工作時間可無限延長,104~300 ℃區(qū)間內(nèi),隨模具溫度升高,其工作時間急劇下降,300 ℃工況下,只能連續(xù)工作8.4h,高于300 ℃時,工作時間變化平緩,當模具溫度達到700 ℃時,工作時間為4.4 h,進一步提高溫度,時間變化不大。圖6 曲線作為設備正常工作的約束條件在制定工藝和安排生產(chǎn)時要有所考慮。
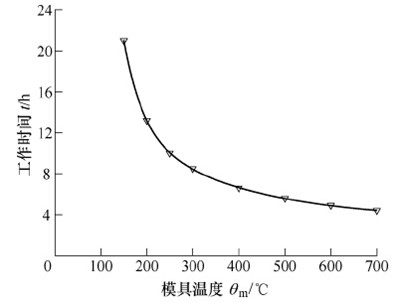
圖6 連續(xù)工作時間與模具溫度關系
瞬態(tài)分析結果表明,動梁鋼絲溫度可滿足設計要求,頂出缸油溫無法滿足較長時間連續(xù)工作的要求,故壓力機結構設計或工裝模具設計,需要考慮頂出缸的散熱、隔熱問題。
2.3 散熱、隔熱設計及模擬驗證
控制頂出缸油溫有兩個途徑:一是強制散熱、改善頂出缸局部散熱條件或壓機整體散熱條件,加快熱量散出;二是采取隔熱措施阻斷熱量由模具向頂出缸流入。
強制散熱一般可考慮水冷,即在上模座內(nèi)部設計冷卻管道,用冷卻水強制散熱,由于水的熱導率是空氣的100 多倍,散熱效果好,缺點是上模座結構復雜,制造成本高,有額外能源消耗。另外也可保持上模座結構不變,用風冷強制散熱,缺點是散熱效果較差,同樣存在額外能源消耗。由于水冷方案需要修改上模座結構、制造成本高、額外能源消耗大,本文僅對風冷方案進行研究,分別改變表面?zhèn)鳠嵯禂?shù)h 和局部表面?zhèn)鳠嵯禂?shù)hl 進行模擬計算,研究其對油溫和工作時間的影響。
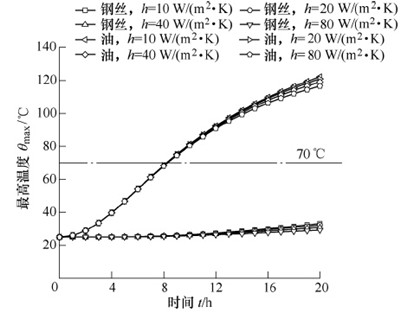
圖7 不同表面?zhèn)鳠嵯禂?shù)下,油溫、鋼絲溫度變化歷程
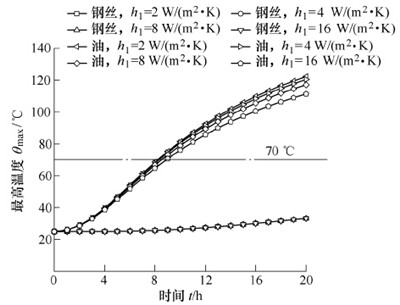
圖8 不同局部表面?zhèn)鳠嵯禂?shù),油溫、鋼絲溫度變化歷程
圖7、8 表明,隨表面?zhèn)鳠嵯禂?shù)h 增大,油溫、鋼絲溫度微降,在低溫段溫度變化甚微;缸體局部表面?zhèn)鳠嵯禂?shù)hl 增大對鋼絲溫度場幾無影響,高溫段可明顯降低油溫,但低溫段降溫作用不明顯,hl提高8 倍到16 W/(m2·K),工作時間由8.4 h 延長至9 h,因此,提高h 或hl 對降低油溫、延長工作時間效果不明顯。
風冷強制散熱降溫效果不佳,考慮隔熱設計。選用絕熱纖維陶瓷墊片做隔熱材料,熱導率為0.08W/(m·K),比熱容為1 050 J/(kg·K),密度為200kg/m3,其具有低熱容、低熱導率、機加工性能好、強度高、柔韌性高等特點,適用于高溫環(huán)境下隔熱、密封等。
隔熱設計提出兩種方案:方案A,在缸底與下墊板間及C 形環(huán)與導向套間各加墊5 mm 纖維陶瓷墊片(圖1);方案B,在模具與上模座間加5 mm 隔熱墊,兩種方案計算結果見圖9。
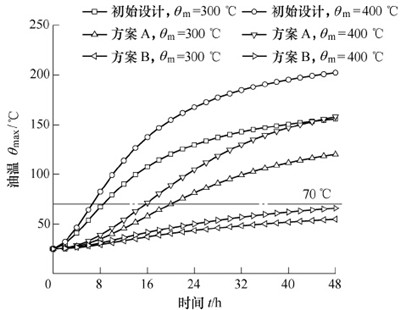
圖9 初始設計與隔熱方案A、B 油溫時間歷程比較
由圖9 可看出,與初始設計相比,兩種隔熱設計方案均能大幅度降低頂出缸油溫,從而提高設備連續(xù)工作時間。模具溫度300 ℃時,油溫低于70 ℃,方案A、B 可分別連續(xù)工作20 h、48 h 以上。兩方案比較,B 隔熱效果明顯優(yōu)于A,分析原因,A 對缸端部及底部進行了隔熱處理,減少了局部熱量輸入,但下墊板溫度偏高,以熱輻射方式傳熱給缸筒,提高了油溫。方案B 直接阻斷了熱量從模具到上模座的傳輸,其隔熱更徹底,效果更好。圖10 是初始設計和隔熱方案A、B 保持油溫70 ℃,壓力機連續(xù)工作時間與模具溫度間的關系。
3 條曲線趨勢相同,隨模具溫度提高工作時間縮短,方案A 較初始設計連續(xù)工作時間提高1.4 倍左右,方案B 提高4~7 倍,模具溫度400 ℃時,采用方案B 壓力機可連續(xù)工作56 h。
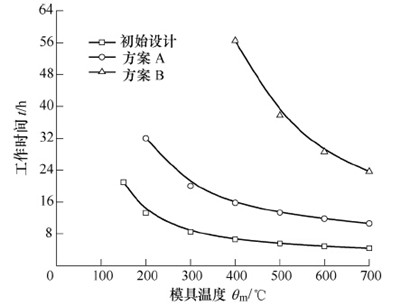
圖10 油溫70 ℃,連續(xù)工作時間與模具溫度關系
根據(jù)模擬計算結果,400 MN 模鍛壓力機在實際生產(chǎn)過程中,采用了上模座和模具間加設10 mm石棉隔熱墊的方案,該方案不需要調整頂出缸結構安裝尺寸鏈,實施方便,實際應用中隔熱效果良好,有效降低了油溫和鋼絲溫度,確保設備安全、可靠運轉。2012 年3 月,西安400 MN 模鍛壓力機熱試成功(圖11)。
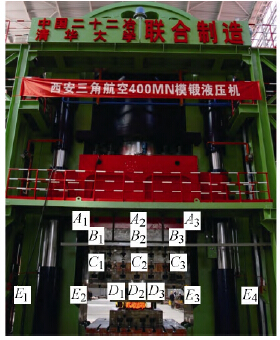
圖11 400 MN 模鍛壓力機熱試及測溫點布置
2.4 壓力機模鍛溫度場測試
為驗證計算模型,針對實際生產(chǎn)中普通模鍛工藝(環(huán)境溫度為34 ℃,模具預熱溫度約為300 ℃,10 h )和熱模鍛工藝(環(huán)境溫度為27 ℃,模具預熱溫度約為600 ℃,18 h)進行了溫度場測試,測溫儀器為手持式紅外測溫儀。
動梁、立柱鋼絲層及液壓缸等部位制造時未置測溫元件,直接測量內(nèi)部溫度有困難,故測量了圖11 中動梁(A1、A2、A3)、下墊板(B1、B2、B3)、模具(C1、C2、C3)以及立柱(外側E1、E4,內(nèi)側E2、E3)等部件外部特定區(qū)域的表面溫度,分別與計算結果進行對比,見表2。
表2 壓力機溫度場測量值與計算值比較
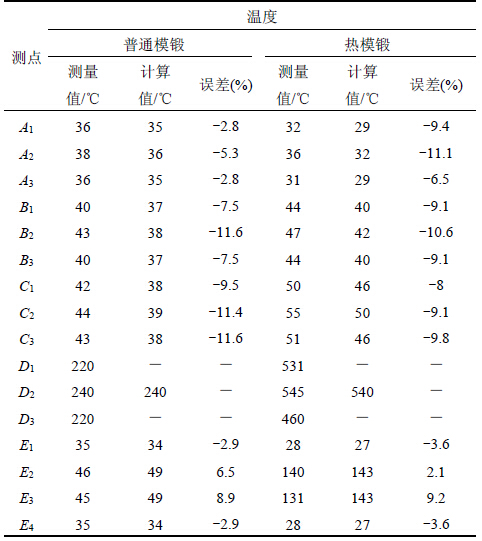
從表2 可知,兩種工藝條件下,壓力機特征區(qū)域溫度計算值與測量值基本吻合,誤差在12%以內(nèi),驗證了有限元模型的合理性。
根據(jù)有限元計算,熱模鍛工藝條件下,立柱鋼絲、動梁鋼絲、油液最高溫度分別為31.5 ℃、30.4 ℃和57.7 ℃,普通模鍛工藝條件下,三者分別為34.2 ℃、34.3 ℃和40.1 ℃,均滿足設計要求。
3 、結論
(1) 模具溫度300 ℃無隔熱措施條件下,400MN 液壓機長時間工作(48 h),立柱及動梁鋼絲層溫度低于75 ℃,滿足設計要求,頂出缸油溫超出設計要求,液壓機傳熱分析需要重點關注頂出缸油溫控制。
(2) 風冷強制散熱,提高表面?zhèn)鳠嵯禂?shù)h 和局部表面?zhèn)鳠嵯禂?shù)hl 對油溫改善不明顯,結構隔熱設計是有效控制油溫的手段。
(3) 模具和上模座間加隔熱墊可有效阻斷熱源,較頂出缸兩端加隔熱墊方案優(yōu),控溫效果明顯,模具溫度400 ℃壓機可連續(xù)工作56 h,該方案在工程實際中得到應用。
(4) 模擬結果與溫度場測試結果基本吻合驗證了400 MN 模鍛液壓機溫度場計算模型合理。
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com


- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年12月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年12月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據(jù)